Ring Mandrel
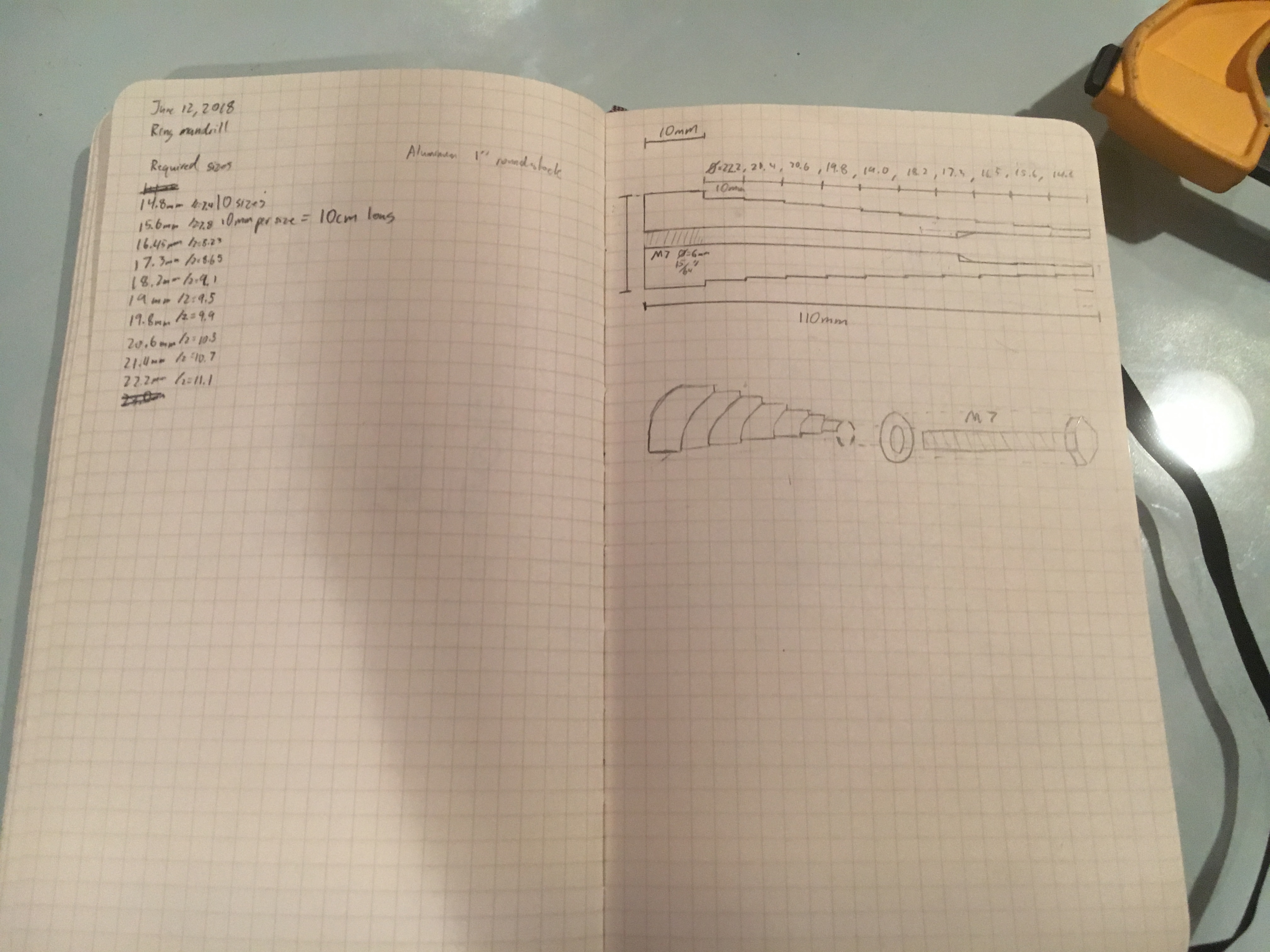
After creating mokume-gane billets in one of my previous posts, I was inspired to start creating and selling jewelry in order to save up money for a welder. I decided to start with rings since they seemed to be relatively simple to make. In order to turn rings, I needed a way to hold them on the lathe. After some research I found that the best workholding technique for my application was a ring mandrel, which holds the ring by the interior on any of several different sized ledges and then expands to hold onto the ring. Below are my initial designs for such a device. Mine relies on a screw at the top exerting a normal force along the radius of the part in order to slightly increase its outside diameter.
 For this project, I decided use aluminum stock because of its machinability; I didn’t need an especially strong part. I started by cutting off my stock, facing the cut, and marking out my cuts with layout fluid.
For this project, I decided use aluminum stock because of its machinability; I didn’t need an especially strong part. I started by cutting off my stock, facing the cut, and marking out my cuts with layout fluid.

 Using DRO to speed up the process, I turned the outside of the part with a .5 mm depth of cut. I then bored a hole large enough for my bolt through the front into the base of the part and a hole for an m8 thread through the bottom.
Using DRO to speed up the process, I turned the outside of the part with a .5 mm depth of cut. I then bored a hole large enough for my bolt through the front into the base of the part and a hole for an m8 thread through the bottom.
I could only find a bolt with a hexagonal perimeter which would not work for my application. To change this, I turned a 45 degree countersink on the outside of the bolt and milled a slot across the center so it could be driven with a flathead screwdriver.
Finally, I milled the slots through the part which allow it to flex and change in diameter when the bolt is screwed in. I also needed to tap the hole, but I did not have a tap of the correct size. To fix this, I ended up milled out two slots into another m8 bolt, cutting reliefs with a file, and then hardening it to create my own tap.

